Le applicazioni con cuscinetti ad alto PV sono difficili anche per polimeri ad alte prestazioni come Torlon, PEEK e PPS. Il motivo è semplice: il calore di attrito generato soprattutto dalla componente di velocità “P x V” non si dissipa così facilmente come nei materiali di supporto intrinsecamente più conduttivi (cioè i metalli). Il calore inizia ad ammorbidire il polimero, espandendolo termicamente. Nella maggior parte dei cuscinetti vincolati (si pensi ai cuscinetti a perno/alle boccole o ai cuscinetti piani) la plastica, con un CLTE superiore a quello del metallo che la vincola, non ha dove andare e collassa sull’albero o sul pistone. L’accumulo di calore eccessivo provoca la rottura dei cuscinetti a causa del surriscaldamento o dell’usura eccessiva.
Perché il PAI non è un tipico materiale termoplastico…
La chimica unica di Torlon® PAI (polyamide-imide) permette alle catene di polimeri termoplastici di estendersi e reticolare durante la polimerizzazione. La velocità di polimerizzazione è ottimizzata a 500°F/ 262°C, con la superficie dei pezzi e delle forme che raggiunge la polimerizzazione completa, mentre le sezioni interne rimangono leggermente meno polimerizzate. La polimerizzazione completa richiede generalmente più di 2 settimane a 500°F/ 262°C. Tutte le forme di Torlon estruse da Drake vengono fornite post-curate come parte della lavorazione. La prova più evidente è la pelle dura e scurita su tutte le forme e i componenti Torlon polimerizzati. Questa superficie esterna completamente polimerizzata presenta la Tg più alta e la maggiore resistenza all’usura e agli agenti chimici: un aspetto positivo.
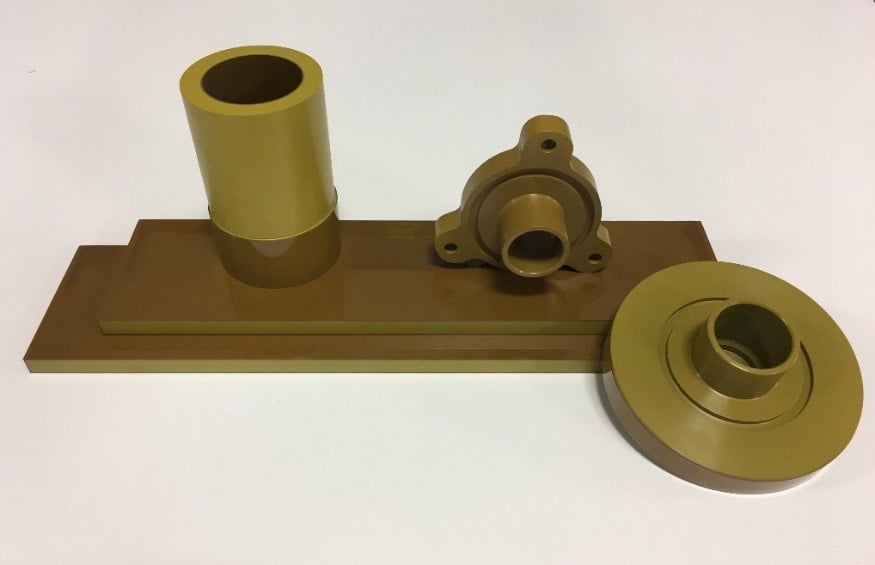
Supponiamo che tu stia lavorando dei cuscinetti o dei rulli da un tondino estruso Torlon e che intenda utilizzare la superficie ID come superficie di appoggio. Questa superficie un tempo faceva parte dell’interno dell’asta, il che significa che non ha la “pelle di cura” scurita. Solo la parte esterna dell’asta presenta ancora questa condizione. Come possiamo far tornare la pelle dura, resistente all’usura e agli agenti chimici sulla superficie di usura? È qui che entra in gioco il post-curing dopo la lavorazione. La reincollatura di una boccola lavorata mette la pelle “indurita” su tutte le superfici esposte, quelle che contano di più. Vedi la pelle più scura nel seguente Torlon 4203 come esempio. Il pezzo finito trilobato è stato post-curato dopo la lavorazione. Notate le superfici esterne scurite. Questa pelle non è sempre così evidente con i gradi contenenti grafite più scura, come il 4301 e il 4275, ma è comunque presente.
Quindi, quanto è migliore Torlonpost-curato …
Sapevate che il Torlon PAI post-curato dopo la lavorazione offre un tasso di usura pari a 1/10 e un PV doppio rispetto al Torlon non post-curato dopo la lavorazione? Si veda il seguente grafico tratto dalla Guida alla progettazione del Torlon di Solvay.
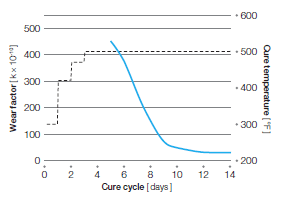
Ciò è particolarmente importante per il Torlon 4301, un grado di usura generale, e per i gradi di usura speciali 4275, 4435 e 4630. Tuttavia, anche i Torlon 4203, 5030 e 7130 traggono vantaggio dalla post-cura se è importante la massima durata. È importante notare che le applicazioni a basso V (anche se ad alto P) non vedono la stessa riduzione dell’usura grazie alla reticolazione dopo la fabbricazione, ma la reticolazione è un’assicurazione economica.
Cosa succede se non ho il tempo o il forno per postare i pezzi da curare…
Drake offre servizi di post-cura con tutti i prodotti Torlon acquistati da noi. In genere possiamo restituire i pezzi entro 2 settimane con un costo del lotto che viene quotato in base al numero di pezzi e ai requisiti di certificazione, ma in genere è di circa 450 dollari. Si raccomanda vivamente di comunicarci, al momento dell’ordine, se i vostri pezzi saranno reinduriti dopo la lavorazione. Prendiamo ulteriori precauzioni e offriamo assistenza tecnica per garantire il vostro successo.
C’è un approccio a volte dimenticato per ottenere questa pelle polimerizzata sull’ID di una boccola o di un rullo senza post-polimerizzazione… Inizia con un tubo Drake Seamless™ di dimensioni personalizzate che consente solo un taglio leggero dell’ID lasciando intatta la pelle polimerizzata originale. La pelle ha generalmente una profondità di .030″-.050″ e la combinazione OD/ID dimensionata per un determinato pezzo consente una lavorazione snella, riducendo i tempi di lavorazione e la perdita di materiale ed eliminando la necessità di una post-cura.

State provando il Torlon come cuscinetto per la prima volta? Perché non sperimentare sia il Torlon post-curato che quello lavorato? I gradi di usura Torlon sono ottimi per le applicazioni ad alta temperatura e ad elevato PV. Con una superficie di usura post-curata, Torlon PAI passa da un ottimo materiale per cuscinetti a uno straordinario, superando tutte le altre plastiche nella maggior parte delle condizioni.